




インナーバッフルを穴開け加工?
少し変わった依頼がございまして、その内容は「純正マフラーのまま音を大きくしたい」と言う物。音とはもちろん排気音の事で、少し音を大きくしたいご様子でした。
車両は650RS/W3ですが既にエキゾーストパイプとサイレンサーはW1SAの物に換装済みです。そうなると残る手立てはバッフルの改造です・・・。
W1SAのサイレンサー
【バッフルの取り外し方】
まずはサイレンサーからバッフルを抜き出す作業です


バッフルを出口方向から引き出す事は困難です。エキゾーストパイプ側からΦ36・36mm径のインナーチューブを使ってスライディングハンマーの様に使って叩き出します。
錆とカーボンで固着している物も多いので外側からプラスチックハンマーで叩いて振動を与えて固着具合を軽減すると良いでしょう。
【バッフルの加工準備】
抜いたバッフルとサイレンサー内部調査から加工位置を測定します


画像はインナーサイレンサー・バッフルを取り出した後に錆取り・洗浄した物です。

バッフルには数多くの大小の穴が開けられています(W1SAのバッフルで算出)。
・エキゾースト側大穴: 6mm× 16穴
・出口側小穴 : 3mm×441穴
【サイレンサーとバッフル】
サイレンサー内部には「仕切り」があります
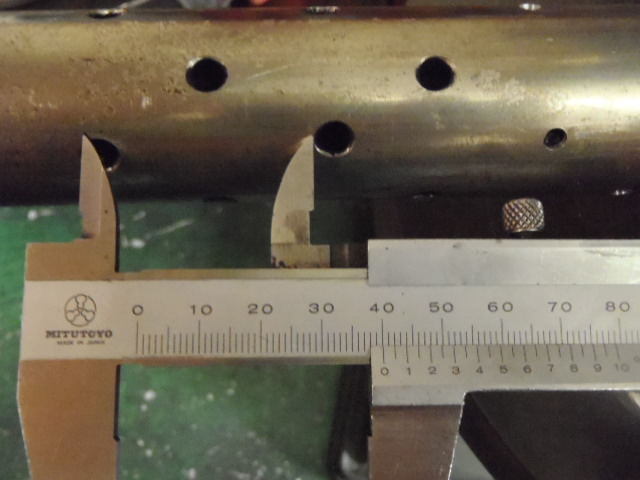
抜き出したバッフル表面を見ると、錆の少ない部分が線状に見受けられます。それによってここが仕切り板に接触している位置と言う事が分かります。


マフラー出口側の「6mm×16穴」は出口ギリギリの部分に設定されている事が見て取れます。サイレンサー内部の仕切り板の存在もこの画像で判別が出来るかと思います(仕切り板とずらした位置に穴を増やす加工をします)。
まずそのままの状態での騒音を測定
【加工前に音量を測定】
加工以前にその時の騒音値を測って加工後との比較値とします


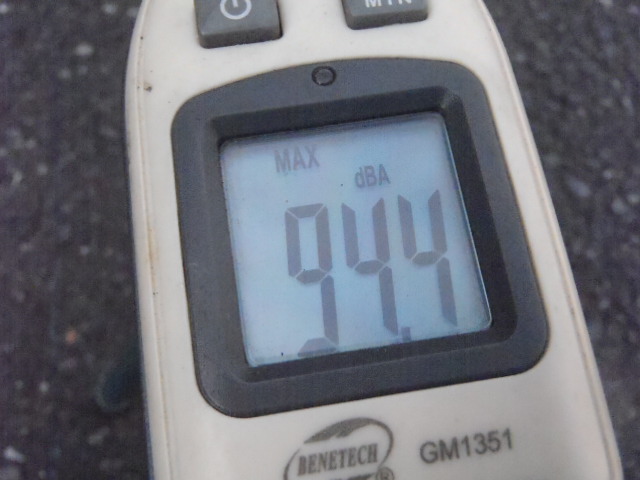
騒音テスターにて現状の音量を測定しておきます。


マフラー出口の高さに合わせて、後方50cm・45度の角度での測定位置にテスターをセットします(これが国土交通省正規の測定位置です)。
【ノーマルサイレンサーでの測定値は?】
650RS/W3のノーマルマフラーは本当に穏やかな音量です

比較対象をW3のノーマルマフラーとも出来る様にこちらも測定して数値化しておきます。


エキゾーストパイプはW1SAのセパレートタイプで、サイレンサーのみがW3純正のいわゆる「大根マフラー」での測定値です。
アイドリング : 84.9db
3500rpm: 98.4db
~~~と言う結果が出ました(検査適合音量:99.0dbまで)。

インナーサイレンサー・バッフルの加工
エキゾースト側3mm穴の加工
現状の音量が把握出来たらいよいよマフラーの加工に移ります。

抜き出したサイレンサーを確認・物色してどの様に加工するかを検討していきます。
細かく穴が開けられた部分と間引いて開けられた部分の2種構造になっています。
隅々を見ていくと後方の間引かれた穴と前方の細かく無数に開けられた穴での2種類構造になっています。


先ず前方の小さい方の穴達、これの穴径を音が大きくなる様にドリルで拡大していきます。
3mm穴 → 4mmまで拡大
21行×21列=計441箇所
けっこうな重労働ですが、切れの良いドリル刃を使うと心地良く作業がはかどります
マフラー出口方向6mm穴の加工


こちら側は穴の拡大に加えて穴の数を増やして音量増大に努めます。

1列に4個の穴が開いていてそれが4列の合計「16穴」となっています。
6mm穴 → 8mmまで拡大
16穴を2列に増やして24穴に
ここで注意する事はサイレンサー内部にある仕切り板が穴を塞がない位置に穴を開ける事
加工が終わったバッフルでの騒音測定値は?
左右のバッフルをサイレンサーに取り付け、騒音テスターにて測定してみます。


【加工前】

【加工後】



